






STVCNC® Plasma Guard was designed for Industrial Environments to
prevent rust, debris, reduction of fumes & serve as a noise suppressant.
+ Benefits (with proper concentration levels)
➤ Prevents Rust & Corrosion
➤ Noise Suppressant & Arc Glare Reduction
➤ Quickens Time for Material Handling
➤ Material Anti-Rust Treatment
➤ Prevents Material Warpage & Distortion
➤ Prevents Odors, Insects & Bacteria Growth
➤ Non-Volatile Organic Compound
➤ Reduction of Fumes & Inhalation
➤ Anti-Microbial Solution
➤ Prevents Flash Rusting
➤ Non-Staining
➤ UV Light ARC-SAFE Additive Solution
➤ Doesn't interfere with finishing operations
➤ Long-term use with comprehensive coverage
IMPORTANT: The above benefits are achievable when the proper concentration levels in your plasma table are maintained & checked periodically. It is important to know that in your work environment, SAFETY is priority. Take the necessary precautions for PPE (Personal Protective Equipment) for yourself and those in your working environment. Scroll to the “SAFETY” section below to read more.
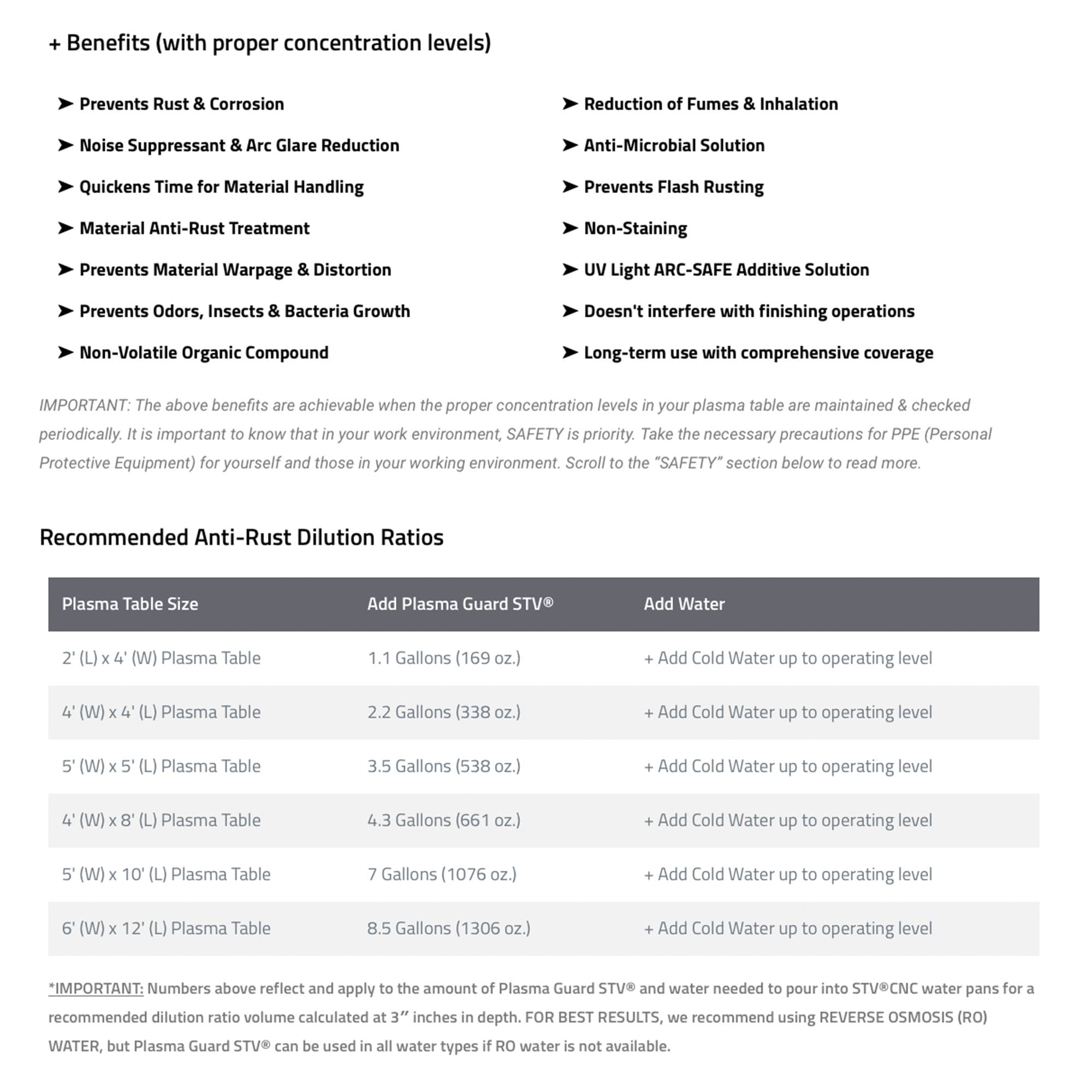
Recommended Anti-Rust Dilution Ratios
| Plasma Table Size | Add STVCNC® Plasma Guard | Add Water |
|---|---|---|
|
2′ (L) x 4′ (W) Plasma Table |
1.1 Gallons (169 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
4′ (W) x 4′ (L) Plasma Table |
2.2 Gallons (338 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
5′ (W) x 5′ (L) Plasma Table |
3.5 Gallons (538 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
4′ (W) x 8′ (L) Plasma Table |
4.3 Gallons (661 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
5′ (W) x 10′ (L) Plasma Table |
7 Gallons (1076 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
6′ (W) x 12′ (L) Plasma Table |
8.5 Gallons (1306 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
6′ (W) x 20′ (L) Plasma Table |
11.5 Gallons (1472 oz.) |
+ Add Reverse Osmosis Water up to operating level |
|
8′ (W) x 20′ (L) Plasma Table |
15.2 Gallons (1945.6 oz.) |
+ Add Reverse Osmosis Water up to operating level |
*IMPORTANT: Numbers above reflect and apply to the amount of STVCNC® Plasma Guard and water needed to pour into STVCNC® water pans for a recommended dilution ratio volume calculated at 3″ inches in depth. FOR BEST RESULTS, we recommend using REVERSE OSMOSIS (RO) WATER, but STVCNC® Plasma Guard can be used in all water types if RO water is not available. It is also important that the water continues to be agitated and the pH Balance maintained at 9.0 constantly for best results.
+ Safety in the Workplace
+ Safety Data Sheets and Certification
Click on the Images below to zoom into the Safety Data Sheet on STVCNC® Plasma Guard.





+ What is STVCNC® Plasma Guard?
STVCNC® Plasma Guard is a Water-based Rust and Corrosion Inhibitor.
STVCNC® Plasma Guard is a environmentally friendly, biostable, water-based rust and corrosion inhibitor and coolant for plasma/oxy/waterjet cutting table systems. Great for cooling cutting surfaces, protects ferrous machinery components and processed parts from rust, corrosion, bacteria, mold, and fungus for extended periods.
GREAT FOR: Ferrous, Stainless Steel, Non-ferrous, & Galvanized surfaces.
+ Important
| Topic | Task / Result |
|---|---|
| Water Recommended | RO - Reverse Osmosis Water |
| Water Pan Cleaning | Bi-Monthly |
| Water Agitation | Recommended for best results; See Agitation Section |
| Water Agitation Check | Monthly |
| Solution Adjustment | As Needed; See Concentration, pH Levels & Water Section |
| Solution Replacement | Every 3-6 Months |
| pH Testing | Weekly; pH Test Strips or Digital pH Meter |
| Shelf Life | One Year |
| Storage Temperature | 32°F (0°C) to 100°F (38°C) degrees |
| Operation Temperature | Above 20°F (-6°C) degrees |
+ Concentration, pH Levels and Water
The Anti-Rust Solution is designed to be used for cutting steel in stagnant or agitated water tables to eliminate steel corrosion, rancid odors and insect infestation. STVCNC® Plasma Guard is formulated to be used in large open tanks commonly for plasma torch, oxy–acetylene and M.A.P.P. gas metal cutting operations where water is employed as a coolant and sound suppressant. A built in blue indicator aids in the proper control of the solution concentration. One can also monitor concentration levels with Test Strips that check the pH Level.
WATER: For best results, we recommend using Reverse Osmosis (RO) water, but STVCNC® Plasma Guard can be used in all water types if RO water is not available.
MATERIAL: STVCNC® Plasma Guard exhibits comprehensive surface coverage to improve cutting, appearance, quality, and protection when used in recommended concentrations and practices.
IMPORTANT: Different materials will corrode at different pH Levels. The variables that exist can be carbon-content, iron-content, density, etc. The Ideal pH level of your Water Tank should be above 7.5, generally the higher the number the better. After adding RO Water (demineralized water) Check the pH Balance.
We recommend sourcing a standard or automatic “pH Balancer Kit” for your table.
Based on the Safety Data Sheet (SDS) for STVCNC® Plasma Guard, the solution has a pH of 9.0 when used as is . This pH level is slightly alkaline, which is typical for anti-rust solutions used in plasma cutting tables to prevent corrosion and maintain cleanliness.
Maintaining the pH within the recommended range is crucial for optimal performance. If the pH drops below 8.0, it’s advisable to add a small amount of STVCNC® Plasma Guard to raise it. Conversely, if the pH rises above 9.0, adding reverse osmosis (RO) water can help dilute the solution and lower the pH.
Regular monitoring of the pH levels and adjusting as necessary will ensure the longevity and efficiency of your plasma cutting table.
Maintaining your pH Balance
Recommended pH Range: Maintain the solution between 8.0 and 9.0.
Monitoring pH Levels Frequency: Test the pH weekly or more often during heavy usage.
Tools: Use reliable pH testing methods:
– pH Test Strips: Affordable and easy to use.
– Digital pH Meters: Provide precise readings.
Adjusting pH Levels
If pH < 8.0 (Too Acidic):
Action: Add a small amount of STVCNC® Plasma Guard to raise the pH.
Note: Add incrementally and retest until the desired pH is achieved.
If pH > 9.0 (Too Alkaline):
Action: Dilute the solution by adding Reverse Osmosis (RO) water. Note: Add gradually and retest to ensure pH returns to the optimal range.
+ Agitation
Cutting Various Metals: We highly recommend “Water Agitation” if one cuts a wide variety of materials in their plasma table, to install a water filtration system that agitates the water. Install an Aerator, Bubble Muffler or Water Filtration System for Surface Agitation, Oxygenation & Water bed Gas Dissipation. Clean any submerged, cumulative surface areas or Hydrogen gas trapped pockets of Aluminum particles in your water bed. (especially prevention against the mixing of aluminum particles with mild steel particles in your water bed.)

+ Staining
STVCNC® Plasma Guard provides a comprehensive integral coverage to leave a clear, non-discernible, non-staining, non-tacky, dry-to-the-touch protective film on the surface after drying.
+ Flammability
STVCNC® Plasma Guard is a Non-Volatile Organic Compound, free of oil and petroleum. It DOES NOT contain oils, solvents, waxes, silicones, nitrites or formaldehyde, and is non-toxic, non-hazardous, non-flammable, and biodegradable.
+ Dry Time and Finishing Operations
Dry time is normally within 60 minutes in most conditions in temperatures above 70°F (21°C) on exposed parts after cutting.
STVCNC® Plasma Guard does not normally need to be removed for further processing or handling, i.e. pickling, painting, welding, and has no adverse effect to weld integrity or the atmosphere.
You can weld, paint, pickle, etc., over STVCNC® Plasma Guard surfaces. It has no adverse effect to weld integrity or the atmosphere and produces good integral bonding.
+ Handling/Storage/Disposal
HANDLING: Wash thoroughly after handling. Wash hands before eating. Avoid contact with eyes. Use with adequate ventilation. Follow all SOS/label precautions. Observe good hygiene practices daily.
STORAGE: Keep container closed when not in use. Store in a dry, well-ventilated place. Normal shelf life is ONE YEAR when stored in temperature ranges of 32°F (0°C) to 100°F (38°C).
DISPOSAL: STVCNC® Plasma Guard improves environmental compliance and reduces waste treatment and disposal costs. Stop the flow of material, if this can be done without risk. Dike and prevent material from entering drains, sewers, or waterways. Absorb with dry/inert absorbent material, and transfer into recovery drum for disposal. Dispose of in accordance with local, state, and federal regulations.
As for Waste Disposal, pump it safely into drums & reach out to a Chemical Waste Disposal Program to review your SDS Sheet on categorizing the best disposal for liquids. Using the SDS Sheet, reach out to your nearest Waste Inspector to verify if it’s hazardous or non-hazardous and have the nearest Environment & Conservation Department or correct Agency to dispose of the waste.
+ Physical Properties
COLD TEMP: We don’t recommend it in long periods of time of 20°F (-6°C) degrees or less.
VOC (Volatile Organic Compound): 0.064 lbs./gal.
STORAGE TEMP: One year shelf life when stored in temperature ranges of 32°F (0°C) to 100°F (38°C).
VAPOR PRESSURE: 18mm Hg @ 68°F (20°C)
BOILING POINT: 212°F (100°C)
APPEARANCE/ODOR: Clear, light blue fluid with mild odor
WEIGHT/GALLON: 8.51 lbs. / gal. @ 77°F (25°C)
pH (as is): 9.0
FLASH POINT: None
POUR POINT: 30°F (-1°C)
FILM TYPE: Clear, dry to the touch after drying
INDOOR PROTECTION TERM: Up to 6 months (depending upon dilution and use conditions)
This product is not recommended to be mixed with other metalworking coolants / additives, which may cause adverse effects in performance.
+ Coverage and Protection
Maximum protection is subject to acid-free, weather-protected environments with an Indoor Protection Term of up to 6 months, depending upon dilution and use conditions. Not recommended to be mixed with other metalworking coolants / additives, which may cause adverse effects in performance. The length of time depends on the activity and use rate at which the table operates and the filtering and maintenance performed. If the solution is kept free of heavy oil buildup, debris filtered, and the solution aerated when not in use, this will add to its useful length. Many heavily used tables can run for extended periods with good maintenance practices. When systems start to accumulate metal particle and/or slag buildup, the STVCNC® Plasma Guard solution can be reused (after filtering and checking solution concentration) before adding back to the cleaned system.
RECHARGE: If you should for any reason see any signs of corrosion or rust, please test for correct concentration (send sample to PICO for evaluation), or it may be time for a clean-out and fresh recharge.
+ Evaporation and Maintenance
The recommended water level for your STV®CNC Plasma table should be right above the slats and making contact with the material. Adding the Anti-Rust Solution will help extend the life of your water pans and prevent rust, debris and excess fumes. Knowing evaporation may occur, maintaining an acceptable level of water or submerging your material in water during a cut will help keep the material cool, minimize warping of your metal sheet, reduce the amount of excess fumes and decrease the noise emitted by the Hypertherm® torch. Check periodically to maintain proper concentration of the solution.
Evaporation rates help to evaluate health & fire hazards of a material. A solution with a high evaporation rate will readily form a vapor which could be inhaled or explode. The relative evaporation rate of butyl acetate is 1.0. (butyl acetate (BuAc) = 1.0)
STVCNC® Plasma Guard has a [MEDIUM] Evaporation Rate of 0.40.
*Important: Depending on your production use of the table, it is recommended to replenish your table every 1 to 3 months time.
+ Important
Do Not Use Bleach or Swimming Pool Chlorine as a Biocide or Sump Cleaner Additive. Bleach can react with water and a variety of other chemical compounds to generate a gas that is harmful to workers. As bleach degrades, it causes high levels of chlorides to accumulate in the water and other fluids, which will corrode ferrous metals and lead to fluid instability. Bleach should never be directly inhaled, and unprotected exposure (PPE) can cause skin irritation (dermatitis). Overexposure to bleach/ chlorine results in difficulty breathing, coughing, sneezing, throat and nose irritation.
+ Quenching Improves Cut Area Tensile Strength
(This specific paragraph details how an example of General Material Quenching Techniques or Cooling Factors that test alloy steel samples are beneficial. The content in this paragraph is solely to drive the value of the quenching process; it does not necessarily reflect the exact results from using STVCNC® Plasma Guard.) “In order to improve the tensile properties of PCrNi3Mo steel, plasma surface quenching technique was used to treat its surface. The tensile properties of the PCrNi3Mo steel before and after plasma quenching were investigated by using MTS tensile tester, and the stress-strain curves obtained at the same strain rate were compared. The residual stress on the surface of the PCrNi3Mo steel was measured by X-ray diffractometer, and the microstructure and morphology of hardened area after quenching were observed by optical microscope. The results show that the yield strength and tensile strength of the PCrNi3Mo steel after plasma quenching increase by 27.3% and 28.6%, respectively, and the section shrinkage and elongation after fracture decrease by 76.4% and 69.4%, respectively. The fracture surface of the original PCrNi3Mo steel sample shows obvious necking phenomenon, which is ductile fracture, and the toughness of the quenched PCrNi3Mo steel sample is obviously improved but the plastic deformation ability decreases; the surface stress of the sample changes from tensile stress (496.9 MPa) to compressive stress (-942.2 MPa) after plasma quenching; the section of the quenched sample forms crescent-shaped hardening belt, and the fine martensite structure in the crescent replaces the coarse ferrite structure. The deeper the hardened layer formed after quenching is, the higher the tensile strength of the steel is. © 2018, Editorial Office of Transactions of Materials and Heat Treatment. All rights reserved.”
+ Quenching Reduces Metal Distortion and Warping
Prevent warping/bowing by:
- Maintaining your STVCNC® Plasma Guard Anti-rust Solution and water levels to help cool the metal during cuts
- Practice Pausing for Intermittent cutting to allow time fit between long cuts to avoid warping
- Using Clamping & Restraining fixtures to keep sheet in place to minimize distortion
- Increasing the speed of the cut if possible.
Expansion, Contraction, conductivity and change of strengths have a combined force to produce distortion. If a high temperature heat source runs across one side, the metal on the heated side will expand in all directions. The plate will bend due to the pressure of the expanding metal. The unheated portion of the sheet will resist bending and place pressure on the heated portion. This pressure on the weakened expanding metal causes metal to flow and thicken the cut area. As the plate cools and contracts, the thickened cut area regains its strength and becomes shorter than its original length because there is no force to reduce the cut area to its original dimension. This produces a curve/bow/warp in the plate in the opposite direction. Final result varies among the metal sheets’ thickness, size, weight, frequency and proximity of cuts.
Important: Underwater cutting is recommended not to exceed 2″ inches in depth of submerged material.


Reviews
There are no reviews yet.